端接 |
尺寸 |
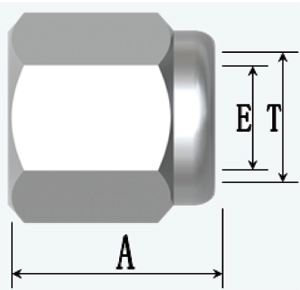
订货号 |
公称压力 |
A |
G |
入口/出口 |
T |
P |
PN |
卡套式 |
4 |
M10*1 |
BASF012901 |
25MPa |
20 |
12 |
6 |
M12*1.25 |
BASF012902 |
22 |
14 |
8 |
M14*1.5 |
BASF012903 |
24 |
17 |
10 |
M16*1.5 |
BASF012904 |
26 |
19 |
12 |
M18*1.5 |
BASF012905 |
26 |
24 |
14 |
M20*1.5 |
BASF012906 |
26 |
24 |
16 |
M22*1.5 |
BASF012907 |
28 |
27 |
18 |
M24*1.5 |
BASF012908 |
28 |
30 |
22 |
M30*1.5 |
BASF012909 |
32 |
36 |
28 |
M36*2 |
BASF012910 |
33 |
41 |
34 |
M42*2 |
BASF012911 |
37 |
50 |
42 |
M52*2 |
BASF012912 |
37 |
60 |
6 |
M14*1.5 |
BASF012913 |
40MPa |
26 |
17 |
8 |
M16*1.5 |
BASF012914 |
26 |
19 |
10 |
M18*1.5 |
BASF012915 |
28 |
22 |
12 |
M20*1.5 |
BASF012916 |
30 |
27 |
14 |
M22*1.5 |
BASF012917 |
31 |
27 |
18 |
M27*1.5 |
BASF012918 |
32 |
32 |
22 |
M33*2 |
BASF012919 |
36 |
41 |
28 |
M39*2 |
BASF012920 |
41 |
46 |
34 |
M45*2 |
BASF012921 |
42 |
55 |
42 |
M52*2 |
BASF012922 |
45 |
60 |
产品概述:
钢制单卡套管接头是国内外大力推广使用的新型可靠的管子连接件,它与钢管连接时不需要焊接,管路安装极为方便,有利于防火、防爆和高空作业,耐压能力高,密封性和反复性能好。该系列管接头是测量、液压、气动信号管路中先进的连接方式,在工程设计中被优先考虑选用。
我公司生产的钢制单卡套管接头是根据GB3733~3764《卡套式管接头》及原化工部标准生产,通过在全国各系统、各单位的多年现场使用,证明其技术性能良好、质量稳定、造型美观、经济实用。
卡套是确保工作性能的关键,我公司生产的单卡套管接头系列产品,保证其结构、尺寸、材料及热处理达到规定标准要求,卡套的切入深度达到≥0.2mm。
工作原理:
钢制单卡套管接头由接头体、螺母、卡套三个零件组成。卡套是一个前后端外侧带有锥面,前端内侧带有刃口的金属环,接头体如挤压模具,在螺母的推动下,卡套的外侧遇到接头体内锥面的作用而使卡套前部径向收缩变化,中部稍有拱形凸起,继续旋动螺母,就迫使刃口切入钢管,这样便实现了接头体钢管之间密封和紧固作用。
技术指标:
|
主要技
术指标 |
公称压力(PN) |
适用介质 |
材料 |
|
接头体 |
螺母 |
卡套 |
|
25MPa、40MPa |
非腐蚀 |
35# |
35# |
10#、20# |
|
25MPa、40MPa |
有腐蚀 |
1Cr18Ni9Ti、304、316、316L |
1Cr18Ni9Ti、304、316、316L |
1Cr17Ni2、316L |
安装指南
1、 说明
此安装指南包含了DIN3859第2部分中指出的2种安装方式:
--直接安装到管接头上
--使用经硬化处理的预安装接头体进行预安装
对于成批量地安装卡套式管接头,我们推荐使用卡套预安装机,此时请参看相关预安装机的操作说明。
为了确保单卡套式管接头的功能,严格遵循这里的安装指南是至关重要的,有缺陷的操作过程会带来不可靠和不密封的风险,甚至会造成整个管路脱开的后果。
2、 管子的准备
2.1、在确定管子长度时要注意到保证管子端部有一段至少要有的直管尺寸。若用预安装机预装卡套,这段至少要有直管的尺寸请参看相关设备的操作说明书。
2.2、将管子成直角锯开,角度误差允许±1°,切勿用砂轮切管子。
2.3、管端内外去毛刺并将管子清洗干净。
注意
--管子斜切或去毛刺不当,都会影响到管接头的密封和寿命。
--若是薄壁管或有色金属做的较软的管子,则需用芯管加强。
3、 安装准备
3.1、为了安装方便,建议在接头体的螺纹上和锥面上或是在作为工具的预安装接头体上加一点润滑油。
3.2、按先后顺序将螺母和卡套套到管子上,卡套的有刃口的一头应朝向管端。
注意
--卡套的方向千万不能搞错,否则就无法预安装卡套。
4、 直接安装到管接头的接头体上
4.1、将管端插入接头体内,顶住不要松开,在整个安装过程中,管端一定要顶住接头体,以免卡套安装不到位。
4.2、用手拧螺母直至觉得拧不动为止。
4.3、用开口扳手继续拧螺母:
--管子外径直至18mm的,拧一圈半;
--管子外径自20mm起,拧11/4圈。
说明:
--在管路上安装时,应用另一把扳手夹住接头体。
--为了达到规定的螺母的拧紧圈数,建议在螺母和管子上划根线。
--4.3节所述拧紧圈数也适用于在台钳上预装卡套。
注意
--每一个接头体只能一次性用来安装卡套,多次使用会影响到安装质量。
--安装完毕之后,必须强制性地目检安装结果是否正确(见第6节,检测)。
5、 用手动式预安装接头体进行卡套的预安装
经过淬火处理的预安装接头体很耐磨,因而可以实现安装结果一致,公差控制在很小的范围。在大约预安装50个卡套之后,应当用相关量具检测一下它的状态。
量具检测结果不合格或锥面上已损伤的预安装接头体应废弃,否则会影响安装结果。
5.1、将管端插入接头体内,顶住不要松开,在整个安装过程中,管端一直要顶住接头体,以免卡套安装不到位。
5.2、用手拧紧螺母直至觉得拧不动了。
5.3、用开口扳手继续拧螺母:
--管子外径直至18mm的,拧一圈半;
--管子外径自20mm起,拧11/4圈。
注意
--每一个接头体只能一次性用来安装卡套,多次使用会影响到安装质量。
--安装完毕之后,必须强制性地目检安装结果是否正确(见第6节,检测)。
6、 检测
松开螺母,检查卡套前缘管子上的一圈凸起,此圈材料凸起应至少将80%的卡套端面盖住。
此时的卡套允许在管子上尚能转动,若有污物,应当清楚。
注意:
--若发现材料凸起明显不足,则应用更大的力气重复预安装过程并再次目检。
7、 最终安装
7.1、将已经在管接头的接头体里进行了卡套预安装的管端插入接头体内,用手拧紧螺母。
7.1.1、用开口扳手(不要加套桶)拧螺母,直至明显觉得阻力突然升高,然后继续将螺母拧1/4圈。
7.2、将在手动式预安装接头体里或卡套预安装机里已经预安装卡套了的管端插入接头体,用手拧紧螺母。
7.2..1用开口扳手(不要加套桶)拧螺母,直至明显觉得阻力突然升高,然后继续将螺母拧1/4圈。
8、重复安装
卡套式管接头允许在管路上重复拆装。重新安装时应用与第一次安装时相同的力量拧紧螺母。
9、 拧紧力矩
上面所述为行程控制式的卡套预安装及最终安装,但也可以用拧紧力矩来控制卡套的安装。
下表所列力矩为参考值,必须遵循下列前提条件:
--管子为符合EN10305-1的精密无缝钢管;
--管子材料为1.0255+N,符合DIN1630;
--镀锌管接头(A3C),螺母有滑膜。
注意
要检查材料凸起状态(见第6节)
■ 本公司生产的单卡套管接头产品,按标准进行了有关试验,检验合格后,准予出厂。
■ 订货时请写明订货号、规格、制造材料。超出本范围的品种及其他规格,我公司可另行生产。
■ 切勿将零件与其他制造厂生产的相混用或互换。